
|
|
雕版印刷
雕版印刷知识
2009-8-18 15:03:2610405
(1)寫樣。在抄寫樣稿的薄紙上畫好直格,每一直格內用虛線畫上一條中線,俗稱;花格;。請善書之人用柳、顏、歐等書體在薄紙上抄寫出樣稿,抄寫好後,認真地校對一遍。錯訛之處用刀裁下來,另貼一片白紙,重新正確抄寫。
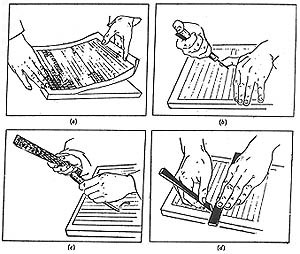
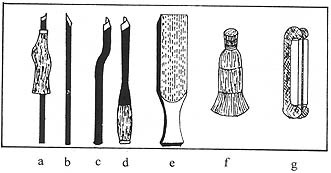
刻版的基本手法是:右手握住拳刀,刀柄向外側傾斜40度,向下向內用力。左手用大拇指第一關節攏住刀頭,控制運刀的速度、方向並防止滑刀(圖7-80b)。第一刀一般沿著需刻墨線的外周約2-3毫米,向下並自外向內地用力在木板上拉出一條深約2~3毫米的刻痕,即所謂的;發刀;。然後將木板平轉180度,用刀鋒緊貼著墨線以大約40度的傾角再拉出一條刻痕,與發刀刻痕的底部相交,在截面上呈;V;字形,用拳刀將;V;字形凹槽中的木屑挑出。再將木板平轉180度,在同一條墨線的另一側;發刀;後,將木板再平轉180度,用刀刃緊貼墨線拉出另一條刻痕,剔去;V;字形凹槽中的木屑。至此,一根陽刻墨線就凸現了。在實際刊刻中,為了提高效率,往往將整塊雕版中整體或部分的字全部;發刀;後,再緊貼墨線下刀將所有的字刻出來。刻版是雕版印刷的關鍵工藝之一,為保證印刷質量,刊刻時握刀要穩,下刀要准,務使一筆一劃依照墨線完成。
(5)拉線。用刻刀將版面中分行的直線與四周的邊線刻出來即為;拉線;。為了保證線條平直,通常是用左手壓住界尺,右手持刻刀依著界尺進行刊刻(圖7-80d)。
紙張通常使用紙面光滑、紙質均勻、吸墨適量的竹製太史連與毛邊紙,籐紙、皮紙、宣紙多用於印刷精美的作品。有些不合要求的紙,經拋光石加蠟研磨等處理後也可用於印刷。 (4)刷印。正式刷印前,還需再印數張清樣,經再次校對,確認無誤後方可大量刷印。如有謬誤,則更正後再行刷印。印刷時左手扶住紙張不使移動,右手持耙子(圖7-81g)在紙背刷印。刷印時用力要均勻,以保證雕版上每個字都能完整清晰地轉印到紙上。 (5)晾乾。擦印之後,將印紙從雕版上揭起,放在一旁晾乾。一塊雕版印完之後,換上另一塊雕版繼續重複上面的操作過程,直至全部雕版印刷完畢。 |





|
苏ICP备15003586号-1 版权所有:江苏广陵书社有限公司 地址:扬州市维扬路349号二楼 电话:0514-85228089 85228081 85228092 E-mail:yzglss@163.com |